Desde la preparación de la herramienta, pasando por el recubrimiento, hasta el tratamiento posterior de la capa: no dejamos nada al azar. Cada paso del proceso está pensado para ofrecerle la mejor solución de herramienta posible para sus trabajos de rectificado.
Preparación de la herramienta
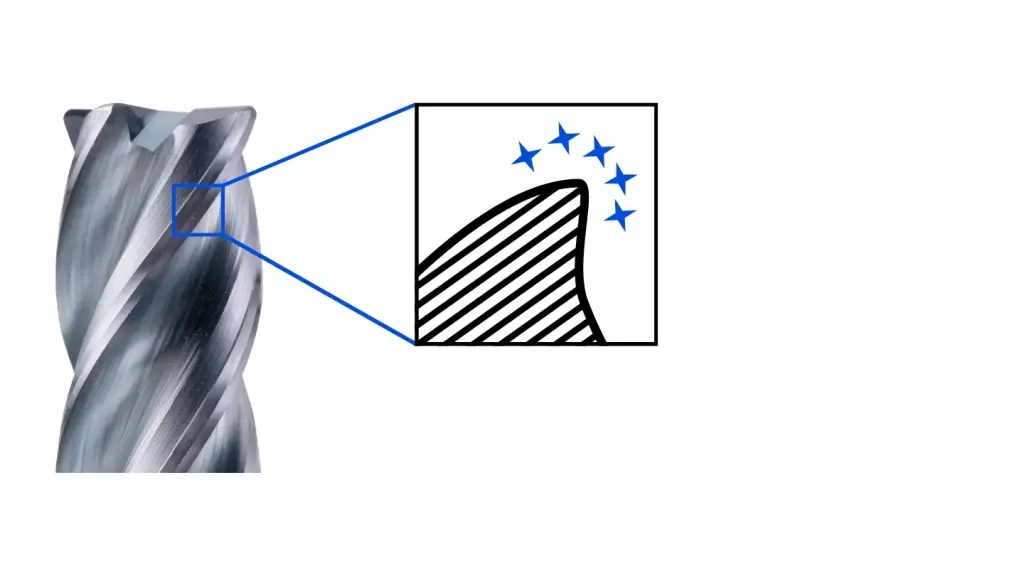
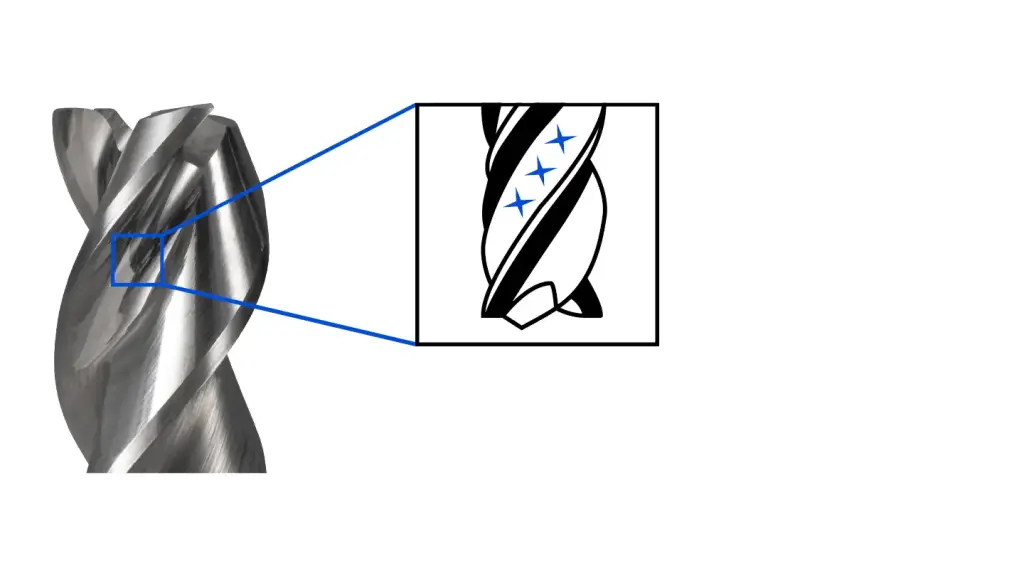
La microgeometría (contorno y filo de corte) de una herramienta de rectificado es decisiva para su rendimiento.
Las herramientas con ángulo de desprendimiento positivo y filos de corte afilados resultan especialmente aptas para cortar, pero esta característica también da lugar a filos de corte más inestables. Un filo de corte inestable presenta una tendencia especial a las roturas, lo que puede tener como consecuencia una menor calidad de la superficie en la pieza de trabajo, así como una vida útil más corta.
Los filos de corte redondeados definidamente proporcionan:
- Mejor adherencia del recubrimiento.
- Mayor estabilidad del filo de corte.
- Aumento considerable de la vida útil y la productividad.
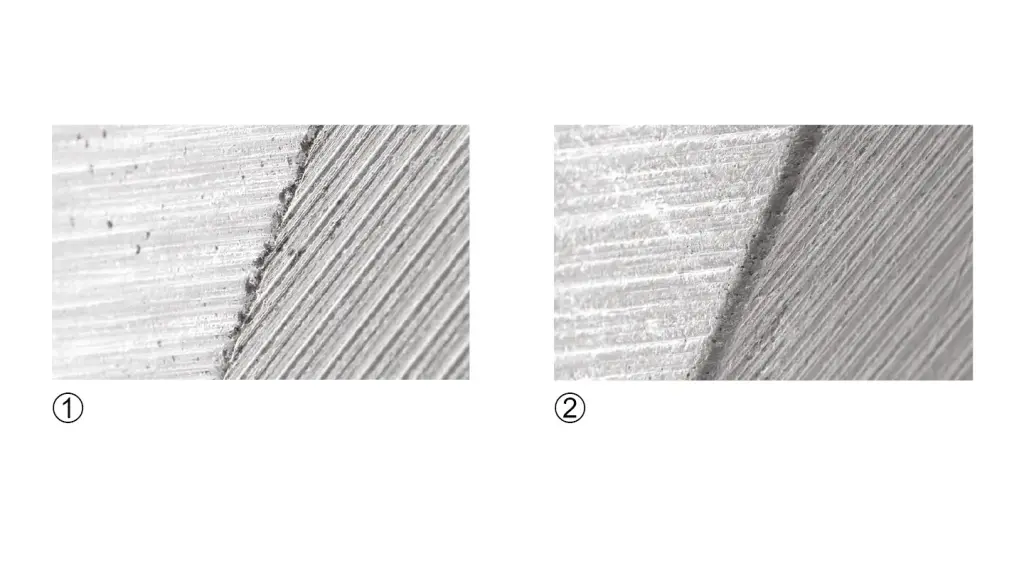
1) Filo de corte no redondeado.
2) Filo de corte redondeado y definido.
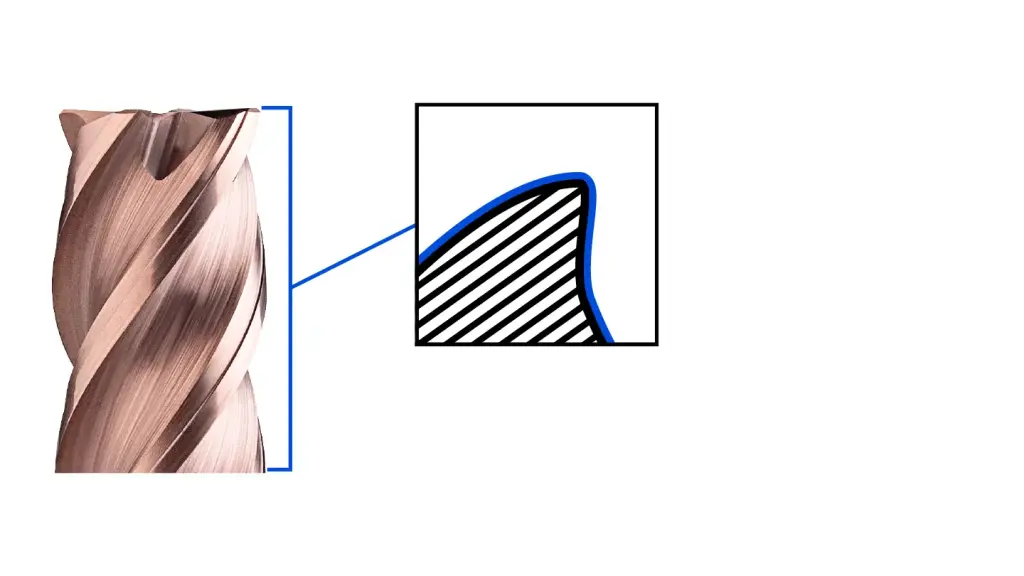
Recubrimiento y tratamiento posterior de la capa
Los recubrimientos impiden un contacto directo entre el material y el material de corte, y reducen así el desgaste por adhesión, abrasión, difusión u oxidación.
Entre los procesos de recubrimiento más conocidos para las herramientas de rectificado se encuentra el llamado proceso PVD (deposición física de vapor), durante el que un material metálico sólido (objetivo) se evapora al vacío.
Con frecuencia, el recubrimiento propiamente dicho se forma por el uso adicional de un gas reactivo. El material de recubrimiento en estado de vapor se condensa finalmente sobre el sustrato en forma de capa fina y forma el recubrimiento de la herramienta.
Una tecnología PVD industrial especialmente extendida es la evaporación mediante arco catódico (abreviada: Arc-PVD), que destaca por su muy elevada tasa de deposición.
1) Recubrimiento sobre una superficie de herramienta no tratada.
2) Recubrimiento sobre una superficie de herramienta pretratada.
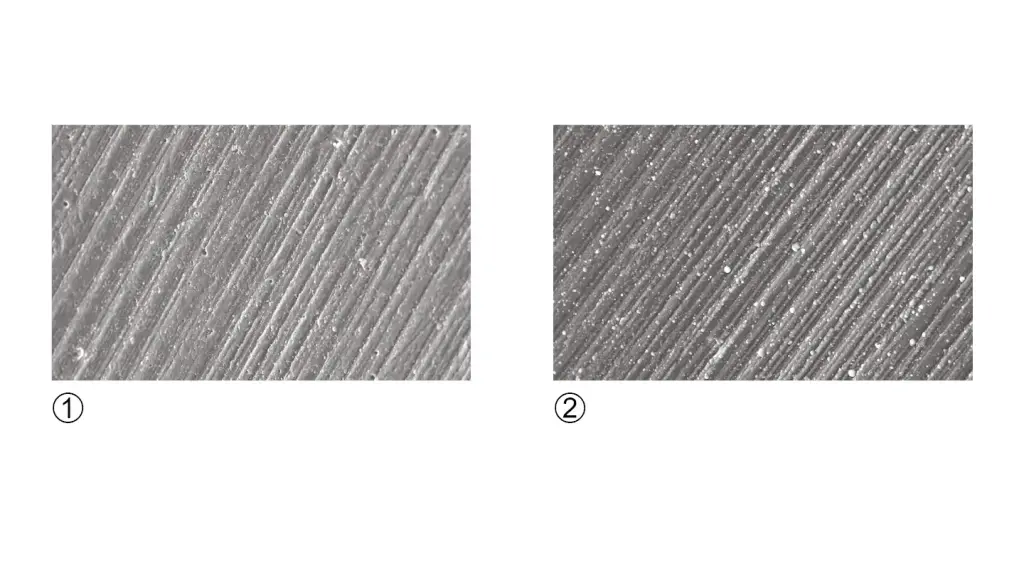
Alisado
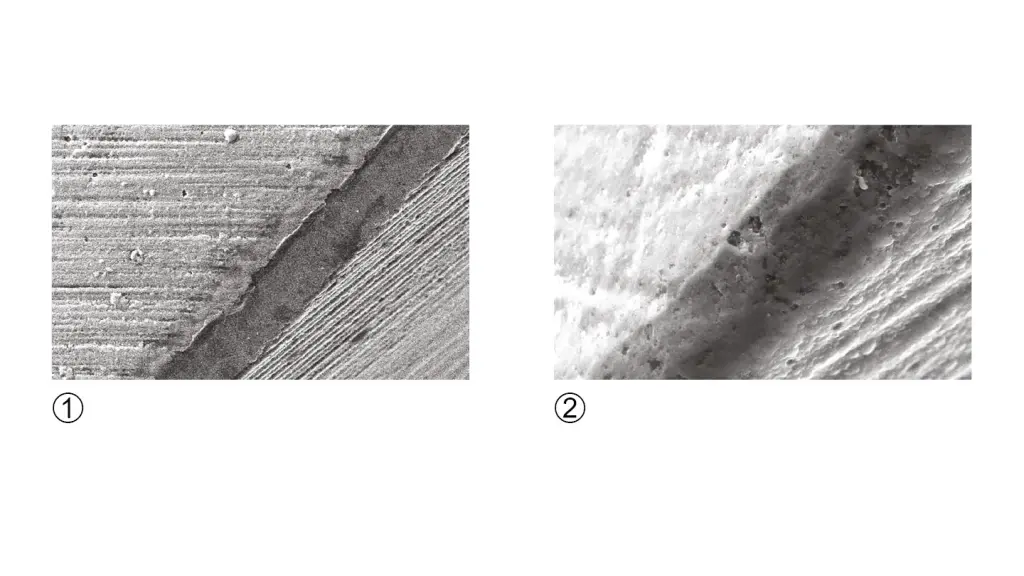
Con la técnica Arc-PVD se evapora el material objetivo en el punto de combustión de un arco voltaico debido a la elevada densidad de energía. No obstante, durante este proceso se forman partículas en estado de fusión (gotas), que se precipitan sobre el sustrato y dejan imperfecciones microscópicas.
En los procesos especiales de tratamiento posterior, alisamos estas y otras rugosidades similares de la superficie para reducir la fricción y obtener períodos de vida útil más largos.
1) Superficie de la herramienta con gotas.
2) Superficie de la herramienta sin gotas.
Rectificado de pulimento
La optimización específica del material en los espacios para virutas procura un desalojo controlado de las mismas para impedir el embozado de la herramienta.
Los espacios para virutas pulidos poseen una superficie muy lisa y, por tanto, optimizan el desalojo durante el mecanizado con arranque de virutas de metales no férricos con elevado volumen de virutas.