Difícil de mecanizar, elevada tenacidad, conductividad térmica mínima y tendencia al endurecimiento por deformación en frío: por algo los materiales de los grupos ISO M (acero inoxidable) y S (aleaciones de titanio) se consideran materiales para aplicaciones exigentes.
Nuestras fresas de metal duro integral de la línea Performance para inoxidable cumplen y superan estas exigencias y ofrecen un extra en seguridad del proceso, productividad y precisión.
Ventajas
- Control óptimo de la temperatura al trabajar con materiales difíciles de mecanizar.
- Ángulo de hélice optimizado para un mejor desalojo de las virutas.
- Distribución y ángulo de hélice irregulares para trabajar sin vibraciones con una gran estabilidad de marcha.
Número 1 para ISO M/ISO S
Gracias a su combinación de geometría de la herramienta específica del material y recubrimientos de última generación, las fresas de metal duro Performance inoxidable tienen un diseño óptimo para el mecanizado de acero inoxidable y aleaciones de titanio.
Las herramientas de alto rendimiento son ideales tanto para el fresado convencional como para el fresado dinámico (fresado trocoidal), con lo que ofrecen una mayor seguridad del proceso y un aumento de la productividad al utilizarse en materiales difíciles de mecanizar.
a los productos
Download
Valor añadido cuantificable
Las pruebas funcionales demuestran que las fresas de la línea Performance para inoxidable de PFERD TOOLS cumplen y superan los múltiples requisitos que exige el mecanizado de materiales inoxidables.
Fresado de ranuras (prueba funcional) – 1.4301
Acumulación de virutas, sobrecalentamiento y, en el peor de los casos, rotura de la herramienta: el fresado de ranuras exige mucho a la vida útil de las herramientas de fresado.
Nuestras fresas de cuatro filos de la línea Performance inoxidable convencen incluso en condiciones extremas gracias a un desalojo óptimo de virutas y un control de temperatura.

Proceso de prueba
5 ranuras con cada avance por herramienta
Prueba funcional 1
Fresas para tareas de mecanizado convencionales en todos los materiales
Prueba funcional 2
Fresa optimizada en cuanto al material de la línea Performance para inoxidables de PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ Herramienta intacta | ✖ Rotura de la herramienta
Nota: Solo es una prueba funcional. Los avances del diente se encuentran intencionadamente por encima de nuestras recomendaciones.
Parámetros
Herramienta: SCM-HC4M-M100C-M72HB TI40
Diámetro: d = 10 mm
Material: X5CrNi18-10 (1.4301)
Velocidad de corte: vc = 90 m/min
Avance: fz = variable
Profundidad de corte: ap = 10 mm
Anchura de pasada: ae = 10 mm
Recorrido de fresado: l = 8 m
KSS: lubricante refrigerante
| Avance | Prueba funcional 1 Herramienta 1 | Prueba funcional 1 Herramienta 2 | Prueba funcional 2 Herramienta 1 | Prueba funcional 2 Herramienta 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
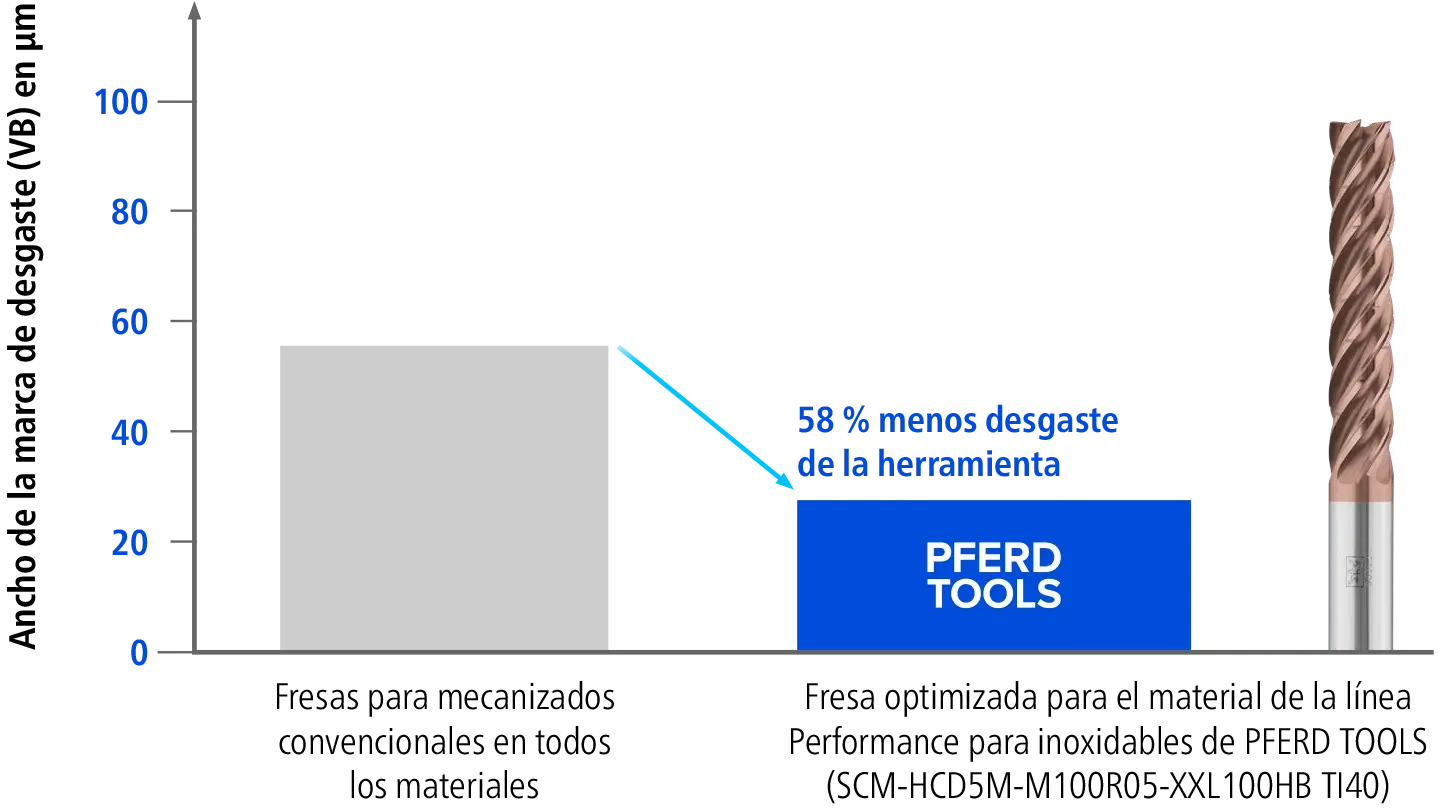
Prueba de desgaste – 5 filos, 5xD, 1.4301 (ISO M)
La geometría de corte con rompevirutas de la línea Performance inoxidable está optimizada para el mecanizado con arranque de virutas de acero inoxidable y aleaciones de titanio. El moderno recubrimiento PVD protege la herramienta contra el sobrecalentamiento.
El resultado: ¡un 58 % menos de desgaste de la herramienta!
Nota: Desgaste de la herramienta tras el mecanizado de tres piezas de trabajo.
Parámetros
Herramienta:
SCM-HCD5M-M100R05-XXL100HB TI40
Diámetro: d = 10 mm
Material: X5CrNi18-10 (1.4301)
Velocidad de corte: vc = 120 m/min
Avance: fz = 0,09 mm
Profundidad de corte: ap = 50 mm
Anchura de pasada: ae = 0,5 mm
Tiempo de corte: t = 90,6 min
KSS: lubricante refrigerante